
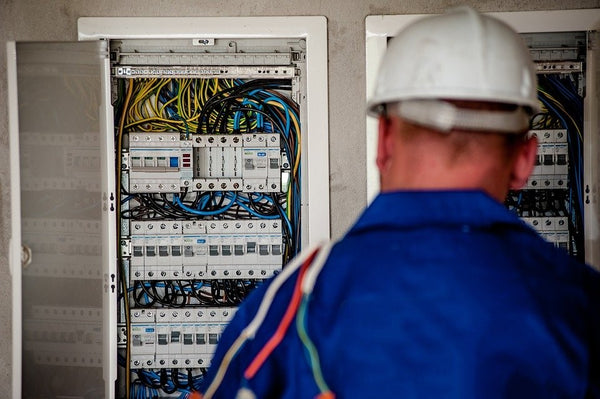
Power systems play a vital role in generating and transmitting electricity either by coal or other mechanisms. But considering how large its transmitting net is, the inspection engineers may be exhausted if there exists a power shut down and they don’t have any convenient error-detecting tools. Thinking of the fact that temperature is the key factor that reveals the health of a power system, industrial infrared cameras are the most effective tools for engineers to complete power system inspections with no effort.
What Is Infrared Imaging Cameras?
Infrared imaging cameras use non-contact technology to monitor the heat and infrared energy and convert it into electronic signals. With the help of software, these cameras can accurately quantify the temperature and generate thermal reports by providing the reading and imaging data even in low light conditions.
Advantages of Using Industrial Infrared Cameras for Power System
Thermal imaging scanners are excellent surveillance and monitoring tool that give an accurate reading of temperature and provide reports related to the health of the power system. What’s more, the industrial infrared cameras show their advantages on power system inspection.
· Safe
There is no need to contact the object whose temperature needs to monitor while using the industrial infrared cameras – they offer contactless measurement from a safe distance. It allows for a fast, contactless, and accurate reading without getting near the intensely dangerous power systems.
· Fast
With the features of instant temperature display and automatically recorded data, infrared cameras can be used to scan a large area in the blink of an eye. In contrast, manual detecting can take a considerable time for reaction and recording. Besides the faster inspecting, you can also take the reports of all the data without much hassle.
· Visualized
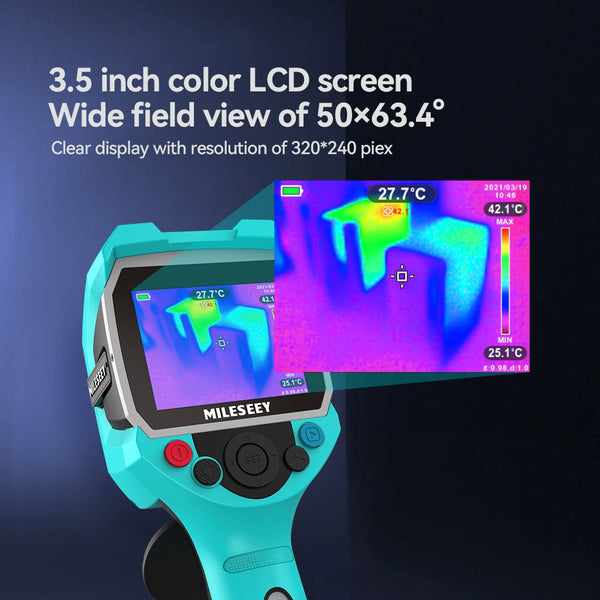
There is no need to carry different equipment to get the data when industrial infrared cameras can get the job done with their built-in thermal sensors. You can get which part is now at a higher temperature by discovering the area with brighter colors from the screen. The visualized information of the temperatures with different colors helps the decision-makers take action by pointing to the location of the problem.
Factors to Consider When Choosing Industrial Infrared Cameras
· Pixel
Pixel or resolution is an important factor for industrial infrared cameras. It is a deciding factor to determine the quality of the rendered image carrying the thermal information. The more pixel a photo has, the higher resolution it carries, and clearer borders of the error part can be seen. Higher resolution photos help to give accurate data with sharper details and allow a pinpointed inspection, shortening the time to find the parts that are in an error condition.
· Temperature range
The temperature range is defined by the highest and lowest range that infrared cameras can measure. The wider it is, the higher and lower temperature it can detect. Usually, an industrial infrared camera has a wider temperature detecting range than normal ones. Considering the harsh working environment, the power system inspectors have the necessity of choosing a powerful industrial infrared camera.
· Accuracy
Industrial infrared cameras measure the temperature and help you calculate the difference in the heat. An accurate industrial infrared camera is able to catch the slight difference in temperature. For some advanced infrared scanners, they can collect and store data about millions of scanned points
· Automatic hot/cold spot tracker and extreme temperature alarm
Selecting infrared cameras with automatic hot or cold alarms is important. It helps in a quick scan and lets the inspectors know where the problem is. The combination of an automatic hot/cold spot tracker and an extreme temperature alarm eliminates the manual hassle and prevents accidents caused by neglect.
· Brand
A brand's reputation can tell about their products quality and level of their customer care and technical support. As the selection of infrared cameras is an important decision, ignoring the brand reputation can hurt your purchase in the long run. Choosing a reputable brand like Mileseey can provide you with mental satisfaction and better quality customer care.

Where to Buy the Best Industrial Infrared Cameras?
Mileseey is your best destination for purchasing industrial infrared cameras. We are one of the pioneers in the field of industrial thermal imaging. A fantastic product that Mileseey provides is the infrared thermal scanner TR120. It offers several benefits like:
- Power LED light for temperature measurements in dark
- Integrated magnetic dust cap for superior maintenance
- Quick and accurate thermal imaging
- Wide temperature range form -20℃ to 450℃
- Automatic hot/cold tracker
- Comparatively large storage memory
- High resolution and accurate thermal imaging
- 10 hours battery life
Conclusion
Now you have a better idea of choosing industrial infrared cameras for the power system inspection. To get the best industrial thermal imaging tool, you have one truth to follow: choosing the right product is only possible when you choose the best manufacturer. Mileseey, as the top leader in thermal imaging cameras and infrared technology, ensures that every product provides the best performance. This commit-to-quality spirit helps us receive warm welcomes from more than 50 countries. So, don’t hesitate to be one of them and start your journey with Mileseey!










.png?w=800&h=800)






.png?w=800&h=800)







